Mais dans certains cas, comme par exemple le traçage et la découpe des queues d'aronde, il est préférable de travailler plus près des yeux. Une presse de type Moxon répond à mon besoin, pour travailler vingt centimètres plus haut quand c'est nécessaire.
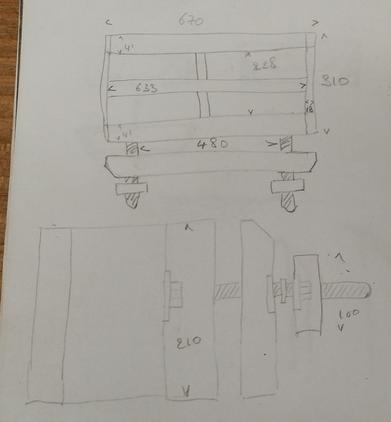
Après quelques recherches sur internet, je fais une synthèse pour adapter mon projet à ce que j'ai à ma disposition. Et j'éteins l'ordinateur pour revenir aux outils de base : papier, crayon, gomme.
Suite à des travaux d'aménagement chez le fiston, j'ai pas mal de chutes de plan de travail (42 mm d'épaisseur) et de tablettes (en 18 mm) en hêtre.
Et j'ai aussi une bonne longueur de tige filetée en 18 mm de diamètre, reste de la fabrication de la presse horizontale de mon établi. J'ai même quelques écrous, le seul achat ce sera en fait pour les six rondelles.
Comme toujours, j'utilise uniquement des outils manuels. Débit à l'égoïne donc.





D'abord je découpe ce que je peux à la scie.







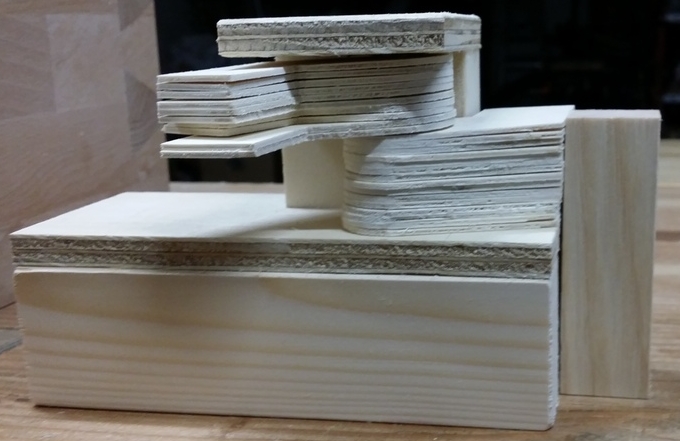
L'épaisseur d'une rondelle étant de 3 mm, je creuse de 2 mm seulement pour que le métal dépasse du bois. Ainsi, l'appui de la molette sur la partie mobile de la presse se fera uniquement via le métal et n'usinera pas le bois.




Comme cette pièce de bois va être amenée à coulisser sur la tige filetée, afin d'éviter une usure prématurée, j'encastre un bout de tube en cuivre.
Malheureusement, le diamètre intérieur de la rondelle a trop de jeu et n'empêche pas le cylindre en cuivre de sortir... Il a donc fallu percer ce dernier et le fixer au moyen d'un clou.





L'écrou bloqué sur la tige filetée est inséré, et maintenu en place par une rondelle.



Le plateau de mon établi est en deux parties, séparées par un ratelier amovible, laissant un espace de 30 mm.
Je prépare deux taquets que je découpe en coin.



Travailler 20 cm plus haut que l'établi c'est bien plus confortable pour découper les queues d'aronde.

La barre horizontale permet d'employer facilement un serre-joint pour immobiliser une pièce perpendiculairement à celle prise dans la presse.
C'est vraiment très pratique, pour reporter le tracé des queues d'aronde.


Un autre usage bien pratique de cette presse, c'est l'affûtage.
On coince la lame entre deux tasseaux de 15 mm, ce qui donne une épaisseur totale supérieure à celle de la poignée, et on se trouve à une hauteur confortable pour affûter.
De plus, contrairement à un étau, la lame est ici prise sur toute sa longueur : on n'a pas à la déplacer en cours d'affûtage.

Quand j'utilise la presse pour maintenir une pièce longue, prise sur les 21 cm de haut de la partie mobile, tout va bien.
Mais lorsqu'il s'agit de tenir un élément sur quelques centimètres seulement, la partie mobile a tendance à se mettre légèrement en biais verticalement, appuyant seulement sur l'angle du bout de bois à tenir au lieu de le faire sur toute la surface.
Plusieurs fois j'ai eu ce petit souci, que je corrigeais en découpant une chute de la taille de la pièce à maintenir, et en la plaçant en bas dans la presse.
Une solution plus pérenne est de fabriquer un petit jeu de cales.
J'ai du coup enfin trouvé une utilisation à cette petite plaque de contreplaqué de 2mm d'épais que j'ai depuis un moment... J'y ai découpé 25 cales articulées sur un axe, ce qui me donne donc un calage de 5 cm ajustable de 2 mm en 2 mm.

Ci dessous, je mesure le nombre de petites cales à positionner, en ayant ajouté une grosse cale de 5 cm.
La partie mobile de la presse est bien verticale, et la petite pièce est parfaitement maintenue.
